Категории
Категории Корзина
Корзина Информация
Информация Хиты продаж
Хиты продаж






Клинч листовое соединение
Клинч соединение металлических листов воздухом
Существует большое количество различных способов скрепления листового металла. Так это можно сделать как с помощью разных заклепок и штифтов, так и с помощью специального клинч соединения.
В России и во всем СНГ данный способ скрепления цельных листов металла стал использоваться не столь давно. Долгое время листы скреплялись с помощью обычных закрепок, однако на данный момент именно клинч соединение является самым популярным способом скрепления двух деталей. Так в отличие от классических заклепок, клинч соединение не вредит металлу, а надежность его даже больше.
На данный момент можно как заказать клинч соединение листов металла в компании, занимающейся производством и обработкой металла, однако также можно и самостоятельно себе на производство купить инструмент для пуклевки отверстий в листовом металле.
Что такое клинч соединение
Клинч соединение это тип соединения, не использующий клеящих средств или заклепок. Так в случае клинч соединения, листы под действием высокой температуры и мощного пресса вдавливаются друг в друга, образуя прочную конструкцию.
Так при клинч соединении используется так называемые матрица и инструмент пуансона. Матрица, разогревая металл вдавливает слои с верхней стороны друг в друга, тогда как инструмент пуансона место вдавливания фиксирует с двух сторон специальными зажимами.
Благодаря данной технологии верхний слой листового метала вовсе не повреждается, так как он аккуратно расплавляется и вдавливается под действием высоких температур.
Область применения устройства для соединения металлических листов
Так как клинч соединение металлических листов необходимо для скрепления двух цельных металлических листов, соответственно данный тип крепления и используется в различных отраслях, связанных с обработкой металла. Так чаще всего пукля листового металла используется при производстве автомобилей, при создании различных электроприборов или же чаще всего каналов вентиляции.
Преимущества клинч соединения
пуклевка на листе имеет несколько важных достоинств, главными из которых являются:
- Сохранность целостности материала;
- Возможность соединения 3 и более листов одновременно;
- Отсутствие необходимости как-либо подготавливать металл перед соединением.
Существует также клинч соединение металлических листов воздухом, когда листы металла деформируется не за счет использования раскаленной матрицы, а под сильным давлением горячего воздуха. Данный тип соединения появился совсем недавно и пока что рано говорить о его достоинствах или недостатках.
Дизайн и компоновка изделия
Конструкторское 3D проектирование
Анализ методом конечных элементов
Технологическая подготовка (CAM)
Клинч соединение листов
клинч соединение листов позволяет скреплять между собой элементы и профили из металла холодной штамповкой при герметическом замыкании. В таком случае не требуется использовать крепежные элементы. Принцип соединения клинчем применяется для создания многослойных изделий. Достоинством этого метода является защита от повреждений поверхностного слоя. Оснастка определяет форму клинч-соединения (круглая или прямоугольная). Методика активно используется при создании вентиляционных каналов.
Достоинства клинч соединения
клинч листовое соединение основано на пластической деформации, которое обеспечивает неразъемное соединение. Такая технология обладает существенными преимуществами перед применением болтов и заклепок. Другое ее название – пуклевочное соединение. При использовании холодной штамповки уменьшается энергоемкость производства, в несколько раз увеличивается скорость работы. Для достижения максимальной герметичности в заданных условиях применяется круглое пуклевочное соединение, а квадратное исключает вращающие нагрузки. Другие преимущества:
- Защита соединения от коррозии
- Создание многослойных соединений
- Нет нужды в подготовке и нагреве поверхностей
- Сохранение свойств материалов
- Исключены вредные испарения
- Максимально низкий уровень шума
- Элементарная эксплуатация оборудования
Выбор инструмента для создания пуклевочного соединение
Для небольших объемов работ сгодится ручной пуклевочный инструмент. В целях промышленности используется стационарный. При работе создается необходимое давление для защемления одного слоя другим. Выбирая пуклевочник ручной, необходимо обратить особое внимание на значения производительности и усилия. Отличным решением станет доступный у нас образец ПКМ-1. Отечественная разработка специалистов компании «ниобиум» уже успела зарекомендовать себя на практике.
Он выполнен с электрическим типом привода, номинальная мощность – 1250 Вт. При работе с инструментом достигается баланс надежности и скорости. С помощью ПКМ-1 можно справиться с большим объемом задач даже в условиях работы на производстве. Плавный пуск и плавная регулировка скорости обеспечивают комфортные условия труда. Гарантия инструмента – 1 год. Получить больше информации о товаре и узнать его актуальную стоимость можно позвонив по номеру телефона компании.
Дизайн и компоновка изделия
Конструкторское 3D проектирование
Анализ методом конечных элементов
Технологическая подготовка (CAM)
Репозиторий Самарского национального исследовательского университета имени академика С.П. Королёва: Недопустимый идентификатор
Идентификатор samoletostroenie-rossii/issledovanie-processa-soedineniya-detalei-metodom-klinchevaniya-66259/1/197-198.pdf не соответствует правильному Файл архива электронных ресурсов. Это могло произойти по одной из следующих причин:
- URL текущей страницы неверен. Если Вы попали сюда извне архива электронных ресурсов, то, возможно, адрес набран неправильно или поврежден.
- Вы ввели недопустимый ID в форму — пожалуйста, повторите попытку.
Если у Вас возникли проблемы или Вы считаете, что ID должен работать, то свяжитесь с администраторами сайта.
Контакты администрации "Репозиторий Самарского национального исследовательского университета имени академика С.П. Королёва":
Перейти на главную страницу архива
Неразъёмные клинч соединения из листового металла
Наша компания производит инструмент для соединения листового металла. Это технология нового поколения, которая позволит соединить листы изделия способом вдавливания. В России таким методом пользуются сравнительно недавно, до этого для крепления листов использовали заклёпки, что было сравнительно не удобно. Метод вдавливания удобен тем что не оставляет повреждений на металле, да и использовать его гораздо удобнее.
Область применения устройства для соединения листового металла
В основном устройство для соединения листового металла применяется для производства каналов вентиляции или же изготовления ворот и бытовых приборов. А так же в машиностроение и в другой иной деятельности, связанной с металлом.
Преимущество инструментов для соединения листового металла T-rex
Основное преимущество заключается в том, что задействована холодная сварка при соединении она оставляет металл без повреждения. С его помощью можно соединить до трёх листов одновременно, методом деформации. Применяется в качестве элементов водосточных труб, а также электроприборы и иные конструкции в которые входит листовой металл. Отмечается высокая скорость работы, а также отсутствие повреждения поверхности изделия, ну и самый главный плюс - это экономия так как для работы не требуются заклёпки или иные способы крепления. Низкое потребление электричества и практически полное отсутствие поломок.
Особенности конструкции
Преимуществ и особенностей клинч соединения очень много, например,
- Целостность детали полностью сохраняется;
- Для того что бы закрепить деталь, не требуется заклёпки;
- Отсутствие дополнительной подготовки;
- Возможность соединения нескольких деталей одновременно.
Такую конструкцию можно приобрести в нашей компании. А данный момент она очень ценится так как имеет широкий спектр применения.
Так же в нашей компании имеется оборудование для изготовления воздуховодов. Специалисты помогут выбрать подходящий станок для спирально-навивных воздуховодов. Они имеют высокую прочность, лёгкость в использование и гарантию качества.
Заказать подобные конструкции можно в нашей компании, по приемлемой цене и с доставкой. Наша компания гарантирует высокое качес
Дизайн и компоновка изделия
Конструкторское 3D проектирование
Анализ методом конечных элементов
Технологическая подготовка (CAM)
Пуклевочный пресс для установки клинч-соединения в листовом металле
Назначение пуклевочного пресса
Пуклевочный пресс предназначен для установки клинч-соединения в листовом металле. Это соединение методом пластической деформации металлических листов или профилей соединяемых друг с другом посредством холодной штамповки материалов с образованием герметичного неразъёмного соединения, способного заменить заклепки или точечную сварку. Это может быть не только двухслойное, но и многослойное соединение с общей толщиной листов до 3 мм.Соединение листов происходит без повреждения отделки поверхности, поэтому соединять можно крашеные листы стали, алюминия и различных цветных металлов. Аппарат может делать круглые и прямоугольные точки соединения, в том числе с прорезанием.
Удобство в работе на пуклевочном прессе для установки клинч-соединения
Существует возможность установки дыропробивного инструмента для использования его в качестве дыропробивного пресса. Для удобства работы с прессом его конструкция позволяет крепить устройство к столу.Ручка поворачивается на 180 градусов, осуществляя поворот эксцентриситета, развивает усилие на прессе 7 тонн с ходом пуансона 8 мм. При этом на ручке максимальное усилие составляет 12 кг.
ХАРАКТЕРИСТИКИ
Привод механическийОснащённость столиком нет
Вес в упаковке 3.8 кг
Габариты (в упаковке) 340x240x140 мм
Способ соединения наложенных друг на друга металлических листов клинчеванием
Изобретение относится к области машиностроения, в частности к способам соединения наложенных друг на друга металлических листов местной пластической деформацией, при которой образуется взаимозацепляющееся соединение.
Известен «Способ соединения наложенных друг на друга металлических листов местной пластической деформацией для образования взаимозацепляющегося соединения» (патент Российской Федерации RU №2106219 С1, МПК В21D 39/00, В23Ρ 11/00, В21К 25/00, 1998), известной в технической литературе под термином клинчевание. Способ заключается в том, что образуют углубления в по меньшей мере одном листе путем местного пластического выдавливания, при этом углубление ограничивают образуемым соединением по меньшей мере в одном направлении и создают взаимозацепляющееся соединение последовательным сжатием листов, смежных углублению, с поперечным течением металла в углубление.
Недостатком данного изобретения является относительно низкая прочность соединения в условиях работы клинч-точки на срез и вырыв.
Известен способ соединения наложенных друг на друга металлических листов местной пластической деформацией, при котором заданный объем листового материала перемещают посредством соответствующих компонентов штампа в направлении, ортогональном к листовым поверхностям. Образованную таким образом выпуклость после этого сдавливают, заставляя металл течь в холодном состоянии в поперечном направлении, создавая в стенке образуемой лунки взаимозацепляющееся соединение (патент США №4601090, кл. В21D 39/00, 1986). При этом прочность соединения (помимо прочего) характеризуется величиной амплитуды волнообразной линии контакта листов в осевом сечении лунки, т.е. величиной зацепа.
Недостатком данного способа является относительно низкая прочность соединения на сдвиг, обусловленная малой площадью поперечного сечения воспринимающей действие перерезывающей силы. Другим недостатком является низкая прочность соединения на вырыв из-за недостаточной величины зацепа листов в зоне формирования клинч-соединенияи наличия полости, которая не препятствует выпучиванию материала при приложении к листам разрывных усилий.
Решаемой задачей изобретения является повышение прочности клинч-соединения при различных схемах приложения усилий к соединяемым листам.
Техническим результатом от использования заявленного способа является расширение технологических возможностей процесса и повышение прочности соединения.
Новым является
Создание способа соединения наложенных друг на друга металлических листов клинчеванием, позволяющего повысить прочность соединения за счет увеличения зацепа в зоне формирования клинч-соединения путем рационализации течения металла в процессе формирования соединения и увеличения площади поперечного сечения соединения за счет введения в зацепление дополнительного конструктивного элемента.
Технический результат достигается тем, что в способе соединения наложенных друг на друга металлических листов клинчеванием, заключающемся в получении взаимозацепляющегося соединения, при котором с помощью пуансона с прижимом и составной матрицы, содержащей корпус с размещенной в ней наковальней, производят локальную высадку с последующей осадкой некоторого объема материала листов для обеспечения течения металла в поперечном направлении, согласно которому вводят вставку в форме усеченного конуса и трубчатый пуансон, а формирование соединения осуществляют в две стадии, причем на первой стадии, локальной высадки, в пакет листов сжатых с помощью прижима, стержневым пуансоном вдавливают вставку в форме усеченного конуса, обращенную большим своим основанием к листам, изготовленную из более прочного материала, чем материал листов, обеспечивающую сохранение заданной формы вставки, формируя лунку с выдавливанием части материала в кольцевой зазор между боковой поверхностью наковальни и корпусом матрицы, при этом образовывают в стенке лунки зацеп, а в зоне, непосредственно прилегающей к боковой поверхности вставки, - кольцевой полости, на второй стадии, осадки, производят геометрическое замывание вставки, для чего с помощью размещенного в кольцевом зазоре трубчатого пуансона перемещают выдавленный в зазор материал листов в направлении полости, образованной конической поверхностью вставки и общей плоскостью торца стержневого пуансона и прижима, обеспечивая получение взаимозацепляющегося соединения - клинч-соединение.
Технический результат достигается тем, что высоту вставки задают равной расчетной глубине лунки.
Изобретение поясняется чертежами, которые не охватывают и, тем более, не ограничивают весь объем притязаний данного технического решения, являются лишь иллюстрирующими материалами частного случая исполнения.
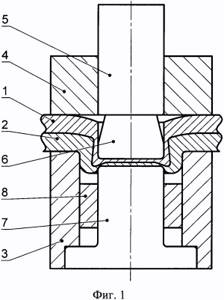
На фиг. 1 - продольный разрез компонентов штампа, с помощью которого реализуется заявляемый способ, положение компонентов штампа и форма клинч-точки в конце первой стадии процесса клинчевания, где:
1 - лист верхний;
2 - лист нижний;
3 - корпус матрицы;
4 - прижим;
5 - стержневой пуансон;
6 - вставка;
7 - наковальня;
8 - трубчатый пуансон.
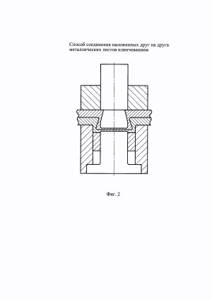
На фиг. 2 - положение компонентов штампа и форма клинч-точки в продольном разрезе в конце второй стадии процесса клинчевания.
Осуществление процесса соединения
На первой стадии, локальной высадки, процесса формирования клинч-соединения (фиг. 1) в листы металла 1 и 2, помещенные на верхнюю поверхность корпуса матрицы 3 и поджатые к ней с помощью прижима 4, стержневым пуансоном 5 вдавливают вставку 6 в форме усеченного конуса, обращенного большим своим основанием к листам 1 и 2, изготовленную из материала более прочного, чем материал листов, обеспечивающую сохранение заданной формы вставки, формируя лунку с выдавливанием части материала в кольцевой зазор между боковой поверхностью наковальни 7 и корпусом матрицы 3, при этом образовывают в стенке лунки зацеп, а в зоне, непосредственно прилегающей к боковой поверхности вставки 6, - кольцевой полости. Трубчатый пуансон 8 при этом отведен вниз, не препятствуя течению металла.
На второй стадии, осадки, процесса клинчевания (фиг. 2) производят геометрическое замыкание вставки 6, исключающее ее самопроизвольное выпадение из лунки при циклическом нагружении соединения, для чего с помощью размещенного в кольцевом зазоре трубчатый пуансон 8 известным способом поднимают вверх и перемещают выдавленный в зазор материал листов 1 и 2 в направлении полости, образованной конической поверхностью вставки 6 и общей плоскостью торца стержневого пуансона 5 и прижима 4, обеспечивая получение взаимозацепляющегося соединения - клинч-соединения.
По своим технико-экономическим преимуществам по сравнению с известными аналогами заявляемый способ соединения наложенных друг на друга металлических листов клинчеванием позволяет повысить прочность соединения за счет увеличения зацепа в зоне формирования клинч-соединения путем рационализации течения металла в процессе формирования соединения и увеличения площади поперечного сечения соединения за счет введения в зацепление дополнительного конструктивного элемента - вставки.

Оборудование для соединения листового металла - нержавеющая сталь
-
Соединения TOX® на детали заказчика -
Этап 1 создания соединения TOX®: проникновение -
9000 2: Формирование блокировки листового металла со стороны пуансона
NEXT
NEXT
TOX®-Clinching: клепка без заклепок!
TOX®-Clinching - это простая техника соединения, которая не требует нагрева или дополнительных элементов.Процесс клинчинга позволяет получить плоское соединение двух или трех слоев листового металла с помощью процесса холодной штамповки. В нем используется сплошная полость штампа, запатентованная TOX® PRESSOTECHNIK. Благодаря своей экономической эффективности и надежности TOX®-Clinching высоко ценится всей отраслью обработки листового металла. Получите предложение сегодня!
Как специалисты по клинчингу, мы обладаем опытом в следующих областях:
Основы соединения - технология соединения TOX®
Формирование круглого соединения TOX®
- Проникновение
- Установка
- Появление верхний контур
- Заполнение кольцевой канавки
- Боковое распространение материала стороны пуансона
- Готовое круглое соединение TOX®
Принцип TOX®-Clinching:
Clinching определяет процесс соединения в соответствии с DIN 8593 производственной технологии .С помощью процесса скрепления листы различной толщины или из других материалов, даже с клеями или другими промежуточными слоями, соединяются в процессе холодной штамповки. В промышленных применениях клинчинг применяется для единичных листов толщиной от 0,1 мм до общей толщины слоя 12 мм / 0,47 дюйма и до 800 Н / мм. предлагает все компоненты, необходимые для техники соединения: от технической поддержки, предоставляемой с помощью отчета TOX®-Test Report, до готовых заводов под ключ.Многие довольные клиенты в автомобильной, бытовой и компьютерной отраслях, а также интеграторы оборудования подтверждают: «На TOX® PRESSOTECHNIK можно положиться!»
Узнайте больше о TOX®-клинчинге и различных формах клинч-точки.
Прочность шарнира TOX®
В процессе шарнира TOX®-Round за счет деформационного упрочнения материала в области шейки и отсутствия каких-либо надрезов образуются высокие удерживающие силы. Это прямой результат использования неподвижной жесткой матрицы.Статическая прочность до 70% от точечной сварки с упрочнением при положительной деформации, без повреждения поверхностного покрытия и, как правило, более экономично.
Усталостная прочность в самых неблагоприятных условиях
Коррозионные испытания показали, что, поскольку покрытие поверхности не повреждается во время процесса круглого соединения, антикоррозионные свойства соединенных листовых металлов, например, алюминированных или оцинкованных, сохраняются . Соединение TOX® не режет поверхность соединяемых материалов, так как покрытие течет вместе с материалом и остается нетронутым.
Контроль качества - контрольный размер «X»
Сопротивление растягивающим и сдвигающим нагрузкам зависит от контрольного размера «X» при условии соблюдения параметров соединения и срока службы инструментов.
Преимущества технологии TOX®-Clinching
1
Экономичность - клинчинг значительно более рентабелен, чем точечная сварка
2
Надежный - мы гарантируем значения прочности соединения
3
Универсальность - клинчирование можно использовать для многих комбинации материалов
4
Экологичность - обжимные соединения энергосберегающие, чистые и бесшумные
5
Ориентированные на пользователя - технология и все производственное оборудование производятся от TOX® PRESSOTECHNIK
Для многих металлических соединений TOX®-Clinching является оптимальным , наиболее выгодное и экологически чистое решение.
Дополнительные преимущества:
- Соединение листового металла с использованием только основных материалов
- Лучшее решение даже для различных комбинаций материалов
- Общая толщина листа от 0,3 мм до 12 мм
- Без повреждения поверхности
- Без загрязнения или доработка
- Может также использоваться с промежуточными слоями, такими как клей или бумага
- Без тепловыделения / без искр
- Высокая динамическая прочность
- Длительный срок службы инструмента
- Отличные возможности мониторинга процесса
- Десятилетия опыта
Проекты клиентов с TOX®-Clinching
увидеть возможности «TOX® в действии»
подробнееСоединение нержавеющей стали
Нержавеющая сталь предъявляет особые требования к процессам формования.Требуемые более высокие усилия формования приводят к более высоким поверхностным напряжениям на соединительных инструментах. Технология соединения TOX® может безопасно и эффективно использоваться даже для нержавеющей стали. Постоянное совершенствование инструмента и опыт работы во многих областях применения привели к увеличению срока службы инструмента.
Клинчинговое оборудование
Ниже приведен список наших машин, которые можно использовать для соединения.
Свяжитесь с нами, чтобы запросить расценки сегодня.
.стилей зажима листового металла - формы точек зажима
Страна КонтактСША: +1630 4474600
Контактная форма Контакты по продажам Адреса по всему миру- Продукты
- Решения
- Отрасли промышленности
- Компания
- Карьера
- Услуги
- Загрузки Новости
назад OverviewDrivesPressesTongsControls продукта и инструменты monitoringClinchingназад
Solutions OverviewClinchingeClinchingRiveting & JoiningFastener InsertionAssemblingPunchingCoiningPressingReference проектыназад
AutomotiveElectronicsE-MobilityHome AppliancesMedical & PharmaceuticalAerospaceназад
корпоративного profileSales contactWorldwide AddressesContact FormPurchasingImprintназад
Рабочих на TOX® PRESSOTECHNIKCareersOnline работы приложениязадние
Поддержка клиентовТехническое обслуживаниеРемонтЗапасные частиДокументация по продукту Форма отчета об обучении и тестированииназад
Брошюры и технические описанияРуководства по эксплуатацииCAD Dataназад
Новости и пресса Выставки и событияназад
Обзор приводовElectrom.Зажимной инструмент и клинчерный станок (листовой металл)
Принцип действия (типы острия)
Металлические листы, зажатые между пуансоном и матрицей, деформируются, заставляя материал вытягиваться вбок вверх, пока не образуется пуговица. «Острие» может быть трапециевидного или круглого типа, которое реализуется, соответственно, с помощью трапециевидного пуансона и матрицы или круглого пуансона и матрицы.
- Круглый наконечник: круглый наконечник позволяет реализовать герметичное соединение, устойчивое к равномерной деформации во всех направлениях и с превосходным внешним видом.
- Трапециевидный острие: трапециевидный острие позволяет соединять листовые металлы даже с низкой пластичностью, кроме того, может применяться для соединения более двух слоев металлических листов.
Зажимные инструменты для соединения листов металла и гибридных материалов
Jurado - итальянская компания, специализирующаяся на производстве клинчинговых станков . Компании были выданы национальные и международные патенты на разработку и разработку инновационных инструментов и технологий обжима .Jurado является эксклюзивным производителем всего запатентованного клинчингового оборудования и машин , разработанных нашей компанией (ознакомьтесь с нашими продуктами).
Стандартные и нестандартные решенияJurado доступны для вашей компании по всему миру. Мы также предлагаем полную поддержку и двухлетнюю гарантию.
Технология зажимных инструментов Jurado
Наша инновационная технология направлена на оптимизацию производственных процессов с точки зрения снижения затрат, повышения безопасности, контроля качества, оптимизации времени и экологической устойчивости. Клинчинговые технологии и аппараты - жизнеспособное и инновационное решение, заменяющее традиционную сварку во многих областях промышленности.
Clinching - это процесс, в котором листы из различных материалов, в основном металлов, соединяются без использования дополнительных элементов, в отличие от традиционной сварки металлов. Техника клинчирования не требует дополнительной заливки или сварочного материала: для нее не нужны колышки, винты, заклепки, болты и гайки.
Механическое соединение двух или более листов металла получается посредством пластической деформации, которая осуществляется пуансоном и штампом (подробнее см. В Википедии).
Технология клинчирования - результат выдающегося прорыва в области промышленного проектирования.
Было показано, что два или более листа промышленного материала могут быть успешно скреплены друг с другом с помощью инструмента, который сжимает два листа между пуансоном и матрицей, которые оказывают локальное давление. Определенная сила давления в сочетании с определенной геометрической формой и размером зажимного приспособления определяет механическое соединение материалов.Соединение представляет собой локальный замок между листами металла , образованный обжимной машиной .
Клинчинг по сей день является предметом неустанных исследований и исследований. Инженеры Jurado стремятся улучшить процессов обжима и, следовательно, станков , чтобы распространить технологию обжима на другие области промышленности.
Clinching, несомненно, стал революционным решением для производства. Выведение характеристик заклинивания на новый уровень теперь является приоритетом для тех секторов, у которых пока нет другого выбора, кроме как полагаться на традиционную сварку.
По этой причине Хурадо стал партнером итальянского университета Л’Акуилы - факультета промышленной и информационной инженерии и экономики. Наша компания и университет согласились продолжить исследования и эксперименты, объединив блестящих студентов-инженеров и ноу-хау Хурадо, связанных с инструментами для клинча .
В результате этого партнерства студентам предоставляются стипендии и стажировки по направлению «Теоретическая и экспериментальная разработка методов исследования для анализа и улучшения процесса объединения путем клинчинга».
-
Зажим для металлических листов и других подходящих материалов
Зажимные машины подходят для крепления широкого спектра различных материалов, таких как низкоуглеродистые стали, высокопрочные стали, алюминиевые сплавы, сплавы магния, медь, титановые сплавы, гибридные соединения между металлами и между металлом и полимером.
Clinching также можно наносить на металлы с покрытием, такие как оцинкованный листовой металл, с пластиковым покрытием и предварительно окрашенный.Пока пластик не подходит для процесса заклепки.
Клинчинг - это процесс мгновенного соединения, который не требует нагрева. Для достижения наилучших характеристик соединения зажимных инструментов мы рекомендуем не использовать методы нагрева листового металла перед зажимом.
-
Форма точки соединения Хурадо
Во время обжима листы металла вдавливаются в матрицу пуансоном. Под этим механическим давлением листы деформируются, перетекают в боковом направлении и создают кнопку блокировки.Это соединение между двумя или более листами металла, полученными с помощью зажимных машин .
Форма пуговицы и ее характеристики меняются в зависимости от характеристик применяемого зажимного инструмента . В технологии клинчинга Jurado используются круглые и трапециевидные наконечники.
Геометрия матрицы и пуансона обжимных станков является решающей в процессе соединения. Фактически, сопротивление соединения в основном зависит от формы и размера точки соединения.Следовательно, зажимные инструменты и их точки блокировки должны быть тщательно выбраны в соответствии с типом материала и толщиной металлических листов. Это гарантирует высочайшую производительность.
Круглый острие позволяет реализовать герметичное соединение с исключительной равномерной устойчивостью к нагрузкам во всех направлениях и с ценным эстетическим качеством.
Трапециевидное острие позволяет соединять листы с низкой пластичностью как нержавеющую сталь. Настоятельно рекомендуется скрепить более двух металлических листов.
Применение зажимных инструментов Jurado
Clinching - надежное решение для соединения многих типов деталей из листового металла. Клинчинг - это своего рода «нетрадиционная сварочная техника». Поскольку металлообработка и сварка впоследствии ознаменовали собой большие революции в человеческой культуре, прежде всего, и в промышленности, клинчинг приводит мир к дальнейшему прогрессу и инновациям во многих отраслях промышленности.
1. Автомобили и транспорт
Клинчинг становится огромной тенденцией в автомобилестроении, где он находит множество применений, особенно в производстве автомобильных запчастей.В настоящее время обжимные станки играют ключевую роль в производстве компонентов транспортных средств и оборудования, таких как: автомобили, поезда, железные дороги, вагоны, самолеты, лодки и корабли.
Производители и поставщики даже экспериментируют с клинчем в качестве решения для облегченных конструкций в аэрокосмической, автомобильной и железнодорожной отраслях.
2. Строительная промышленность и гражданское строительство
Зажимные инструменты используются для изготовления строительной техники, такой как экскаваторы, краны, и всего оборудования, применяемого в строительной отрасли, как для больших, так и для небольших работ
3.Сельскохозяйственная техника
Сельскохозяйственная техника сейчас претерпевает огромную эволюцию, поскольку внимание к улучшению окружающей среды и устойчивости уделяется во всех отраслях промышленности и экономики. Обрезные машины представляют собой жизнеспособное решение для производства сельскохозяйственного оборудования.
4. Бытовая техника и электроника
Соединение листового металла - это постоянная деятельность в производстве бытовой техники и электроники. Clinching широко заменяет сварочные технологии во всем мире в том, что касается процесса производства металлических компонентов.
5. Машиностроение
При разработке и производстве механических систем все больше ориентируется на инновационные технологии сборки. Именно здесь машины этого типа играют ключевую роль в производстве различных компонентов и соединении металлических деталей.
6. Медицинская техника
Этот сектор является одним из самых перспективных в современной мировой индустрии.Новые технологии, такие как процесс клинчинга , лежат в основе исследований, разработки и внедрения нового медицинского оборудования, призванного совершить прорыв в мире здравоохранения.
7. Производство энергии и химикаты
Технология Clinching демонстрирует свои самые высокие показатели в химической промышленности и производстве энергии, независимо от того, связаны ли они с возобновляемыми или традиционными ресурсами, такими как нефть и газ. В этом секторе соединение металлических листов требует высочайших стандартов: зажимные инструменты обеспечивают прочное соединение блокировки, которое может противостоять любой погоде и любым химическим веществам.Это именно то, что нужно отрасли.
Зажимные инструменты Jurado: наша продукция
Jurado разрабатывает широкий спектр заклинивающих станков scheet , каждый из которых подходит для определенных материалов и производственных секторов. Наш клинч-инструмент Ассортимент в основном относится к статическому и беспроводному оборудованию.
Наши мобильные клещевые станки для листового металла эффективны, невероятно легки и универсальны. Они подходят для любого процесса сборки, потому что позволяют оператору очень быстро и без усилий выполнять соединение двух или более листов металла, в отличие от традиционных методов сварки.
Наш статический обжимной инструмент , напротив, подходит для соединения более толстых листов металла.
Вот список наших запатентованных эксклюзивных продуктов и описание их характеристик.
Jurado производит один статический обжимной станок, способный выполнять блокирующие соединения на больших и толстых металлических листах.
1. Статический клинчинговый станок CB500
Его особенность - большой размер отверстия пуансона и матрицы. Он может соединять вместе большие металлические детали.Кроме того, он оснащен пневматическим усилителем давления. Машиной можно управлять с помощью двух педалей. Обжимной инструмент CB500 может выполнять как круглые, так и трапециевидные точки блокировки.
Jurado производит несколько мобильных обжимных станков с различными характеристиками, каждый из которых подходит для конкретных производственных целей и процессов.
1.Cobra
Он специально разработан для обжима сложных металлических листов. Система ручного открывания позволяет оператору выполнять прочное соединение между двумя листами с неровной поверхностью, например, U-образными деталями и углами.Благодаря своеобразному дизайну Coba позволяет работать даже на небольшом пространстве.
2. Мышь X60 - X22 - X 30
Система Mouse представляет собой набор зажимных инструментов , которые можно настроить в соответствии с потребностями клиента: размер плоскогубцев, пуансона и штампа, гидравлическое усилие настраивается. Геометрическая форма острия может быть круглой или трапециевидной в зависимости от назначения и толщины металлических листов. Клещевые станки для листового металла Mouse представлены как в статической, так и в беспроводной версии.
Mouse представляет собой плоскогубцы С-образной формы, поршень которых расположен на одной оси матрицы. Он специально разработан для фиксации клинча на углах и U-образных профилях. Позволяет соединять металлические листы диаметром до 2 мм + 2 мм. Это удобный инструмент для заклепки благодаря двойной ручке, которую можно регулировать в переднем, верхнем и заднем положениях. Мышь X60 может быть оснащена различными типами инструментов и балансиров крутящего момента.
3. акула
Это подвесной компактный станок, установленный на гироскопе, позволяющий вращать обжимной станок более чем на 360 ° для обжима металлических листов.Он особенно подходит для сборки компонентов систем вентиляции и воздуховодов. Выполняет трапециевидные наконечники до 3-х листов толщиной 1,2 мм и круглые наконечники на 2-х листах с усилием 35 кН.
4. Питон LA
Этот плоскогубец может выполнять точки даже в труднодоступных местах. Благодаря своей механической системе открывания головы Python LA способен преодолевать препятствия, такие как загнутый край, и выполнять точки блокировки. Мощный клинч-инструмент с усилием зажима до 35 кН.Он устанавливается на опоре гироскопа и может быть укомплектован наборами инструментов для круглых и трапециевидных острий, а также патронами нестандартной высоты и размера.
5. Кондор 2А
Эта машина действует через перфорацию: она разрезает лист металла с трех сторон, создавая таким образом лоскут, который складывается на нижележащем листе. Его форма позволяет легко использовать его при производстве фильтров для систем очистки воздуха. Это отличная альтернатива точечной сварке и клепке и особенно подходит для соединения очень тонких металлических листов.Область применения Condor 2A в основном: воздушные фильтры, охлаждение, бытовая техника.
6. Питон
Портативный легкий листовой металл Клещевой станок . Благодаря тяге 35 кН может соединять листы общей толщиной до 3,6 мм. Гидравлический цилиндр, расположенный вне оси зажима, и увеличенный размер проема делают эту машину универсальной, способной выполнять точки с высоким сопротивлением в большом количестве ситуаций.Он может быть оснащен наборами инструментов для круглых и трапециевидных наконечников, а также штампами разной высоты и размера, которые позволяют достичь наилучшего результата для каждой толщины листа.
7. Пирана
Чрезвычайно легкий обжимной станок , способный собирать металлический лист до общей толщины 2,0 мм. Его легкость и компактность делают его универсальной и гибкой машиной, способной адаптироваться к большому количеству рабочих ситуаций благодаря возможности выравнивания головки в трех различных конфигурациях относительно оси ручки: прямая, смещенная и смещенная. 90 °.В основном он подходит для производства металлической мебели и холодильных машин. Он может быть снабжен балансирным динамометром. Он выполняет как круглые, так и трапециевидные точки.
8. Мангуста
Это наш первый обжимной станок для листового металла со встроенным усилителем давления. Это легкая, универсальная и универсальная машина. Он может быть выполнен в трех различных геометрических конфигурациях, в зависимости от расположения головки относительно оси ручки: с прямой головкой, с головкой и со смещением головки на 90 °.Может быть укомплектован балансиром крутящего момента. Он может выполнять как трапециевидную, так и круглую точку.
.TOX®-Система соединения круглых шарниров - Система соединения листового металла
Контактная информация по странеСША: +1630 4474600
Контактная форма Контакты по продажам Адреса по всему миру- Продукция
- Решения
- Отрасли промышленности
- Компания
- Карьера
- Загрузки
назад
OverviewDrivesPressesTongsControls продукта и инструменты monitoringClinchingназад
Solutions OverviewClinchingeClinchingRiveting и проекты JoiningFastener InsertionAssemblingPunchingCoiningPressingReferenceназад
AutomotiveElectronicsE-MobilityHome AppliancesMedical & PharmaceuticalAerospaceназад
Корпоративный profileSales contactWorldwide AddressesContact FormPurchasingImprintназад
Рабочий на TOX® PRESSOTECHNIKCareersOnline Работа Приложениеназад
Служба поддержки клиентовТехническое обслуживание РемонтЗапчастиДокументация по продукту Форма отчета об обучении и тестированииназад
Брошюры и технические описанияРуководства по эксплуатацииCAD Dataназад
Новости и пресса Выставки и событияназад
Обзор приводовЭлектромеханические приводыПневмогидравлические приводыназад
ОбзорПресс-системы.Установка самозажимной шпильки и оснастка
Конструкция самозажимной шпильки TR основана на особенностях гайки и принципах установки, но предлагает нарезку наружной резьбы в соответствии с требованиями заказчика.ШАГ 1
ШАГ 2
ШАГ 3
ШАГ 4
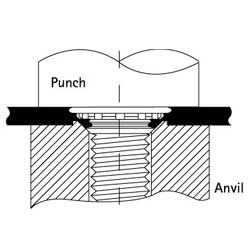
Выберите соответствующий размер отверстия из таблицы ниже для требуемого размера шпильки.Проденьте отверстие в листовом материале и поместите материал поверх соответствующей наковальни. Поместите шпильку так, чтобы зубцы головки опирались на основной материал. Убедитесь, что пластина и шпилька выровнены по одной оси. В противном случае соединение будет несовершенным, и сопрягаемые резьбы будут неправильно совмещены. Используя профилированный пуансон с плоской поверхностью, приложите только давление, достаточное для «вдавливания» головки шпильки и ее нижних зубцов в основной листовой металл. Блокировка зубьев при правильной установке обеспечит сопротивление скручиванию (вращению).После установки гладкое соединение должно быть заподлицо с листовым металлом .Ваш браузер не поддерживает видео.
Пожалуйста, скачайте файл: video / mp4Нажмите кнопку воспроизведения, чтобы просмотреть анимацию установки.
Используя приведенную ниже таблицу со ссылкой на конкретный размер шпильки с зажимом, выберите правильный размер отверстия для установки крепежа.Для достижения наилучшей точности размеров и, следовательно, производительности, TR Fastenings рекомендует пробивать все отверстия в листовом металле.
Размеры отверстий - метрическая система (мм)
Размер резьбы М3 M4 M5 M6 M8 Мин. Толщина листа 1,0 1,0 1,0 1.6 2,4 Отверстие +0,08 -0,0 3,0 4,0 5,0 6,0 8,0 Мин. Расстояние до края листа 5,6 7,2 7,2 7,9 9,0 Размеры отверстий - дюймы (дюймы)
Имперские размеры Размер резьбы 4 6 8 10 Мин. Рекомендуемая толщина листа 0.40 0,040 0,040 .040 Отверстие +0,08 -0,0 .111 .137 . 163 . 189 Мин. Расстояние до края листа . 220 . 250 . 280 . 280 Инструмент - стандартный
Толщина листа: до 1.5 мм для резьбы M3 - M5 от 1,51 мм до 2,4 мм для резьбы M6 
Размер резьбы D мм +0.08 B мм +0.1 M2.5 2,53 3,1 М3 3,03 3,6 M3.5 3,53 4,1 М4 4,03 4,6 M5 5.03 5,6 M6 6,03 6,6 M8 8,03 – Толщина листа: от 1,51 мм до 2,4 мм для резьбы от M3 до M5 более 2,4 мм для резьбы M6 и M8 
Размер резьбы D мм +0.08 M2.5 2.53 М3 3,03 M3.5 3,53 М4 4,03 M5 5,03 M6 6,03 M8 8,03 Инструмент - твердая нержавеющая сталь
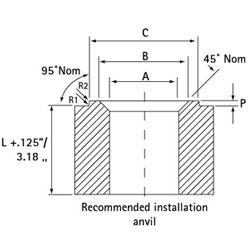
Размер резьбы А мм +0.08 B мм +/- 0,05 C мм +/- 0,05 P мм +/- 0,025 R1 Макс. R2 Макс. М3 3,05 3,81 4,57 0,25 0,08 0,13 М4 4,04 4,95 5,82 0,25 0,08 0,13 M5 5.08 6,15 7,16 0,25 0,08 0,13 M6 6,05 7,87 8,79 0,51 0,08 0,13 Примечание. Поскольку приложения для крепления сильно различаются, приведенная выше информация носит ознакомительный характер и является правильной, насколько нам известно. Заказчик должен убедиться в эффективности крепежа и достоверности данных.TR Fastenings не несет ответственности за любые неисправности, которые могут произойти в результате использования этой информации.
.Установка самозажимной гайки и оснастка
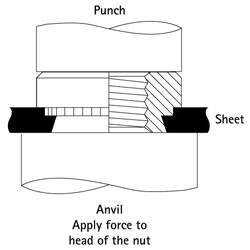
Самозажимная гайка TR может быть установлена в предварительно пробитое или предварительно просверленное отверстие с помощью пресса, способного сжимать, в результате чего основной материал перетекает в специально разработанное под головкой конфигурация с несущим и крутящим моментом.
ШАГ 1
ШАГ 2
ШАГ 3
ШАГ 4
Убедитесь, что выбрана правильная длина цапфы для используемой толщины листа.Выберите соответствующий размер отверстия из таблицы ниже для требуемого размера втулки. Проделайте отверстие в листовом материале. Поместите гладкий конец гаек в отверстие на стороне, противоположной стыковочной поверхности. Так что гайка опирается на зубцы. Убедитесь, что пластина и гайка выровнены по одной оси. Если гайка не будет вставлена в отверстие «под квадратом», соединение будет несовершенным, а сопрягаемые резьбы не будут совмещены. Используя профилированный пуансон, приложите только давление, достаточное для «вдавливания» зубцов гайки в основной листовой металл. Зубцы при правильной установке обеспечат сопротивление скручиванию (вращению). После установки гладкое соединение должно быть заподлицо с листовым металлом. Ваш браузер не поддерживает видео.
Пожалуйста, скачайте файл: video / mp4Нажмите кнопку воспроизведения, чтобы просмотреть анимацию установки. Используя приведенную ниже таблицу со ссылкой на конкретный размер зажимной гайки, выберите правильный размер отверстия для установки крепежа.
Для достижения наилучшей точности размеров и, следовательно, производительности, TR Fastenings рекомендует пробивать все отверстия в листовом металле.
Для установки крепежа в перфорированное отверстие требуется профильный перфоратор. Обратите внимание, что необходимо соблюдать рекомендуемые допуски на отверстия.
Размеры отверстий - метрическая система (мм)
Резьба и шаг M2 M2.5 M3 M3alt M3.5 Код 0 -1 -2 0 -1 -2 0 -1 -2 0 -1 -2 0 -1 -2 Минимальная толщина листа по рецепту 0,8 1 1,4 0,8 1 1.4 0,8 1 1,4 0,8 1 1,4 0,8 1 1,4 Размер отверстия ± 0,08 -0,00 4,25 4,25 4,25 4,75 4,75 Минимальное расстояние до края листа 4,8 4,8 4,8 5,6 5.6 Резьба и шаг M4 M5 M6 M8 M10 Код 0 -1 -2 0 -1 -2 -1 -2 -1 -2 -1 -2 Минимальная толщина листа по рецепту 0.8 1 1,4 0,8 1 1,4 1,4 2,3 1,4 2,3 2,3 3,1 Размер отверстия ± 0,08 -0,00 5,4 6,4 8,75 10,5 14 Минимальное расстояние до края листа 6,9 7,1 8.6 9,7 13,55 Размеры отверстий - дюймы (дюймы)
Резьба и шаг # 2-56 # 4-40 № 6-32 Код 0 -1 -2 0 -1 -2 -3 0 -1 -2 -3 Минимальная толщина листа по рецепту .032 " .040 " .056 " .032 " .040 " .056 " .091 " .032 " .040 " .056 " .091 " Размер отверстия ± 0,08 -0,00 . 166 " . 166 " . 188 " Минимальное расстояние до края листа ,19 дюйма .19 " ,22 " Резьба и шаг № 8-32 № 10-24 и 10-32 # 12-24 Код 0 -1 -2 -3 0 -1 -2 -3 -1 -2 -3 Минимальная толщина листа по рецепту .032 " .040 " .056 " .091 " .032 " .040 " .056 " .091 " .040 " .056 " .091 " Размер отверстия ± 0,08 -0,00 . 213 " . 250 " . 277 " Минимальное расстояние до края листа ,27 " ,28 " .31 " Резьба и шаг # 1 / 4-20 № 5 / 16-18 # 3 / 8-16 Код -1 -2 -3 -1 -2 -3 -1 -2 -3 Минимальная толщина листа по рецепту .056 " .091 " .125 " .056 " .091 " .125 " .091 " .125 " . 250 " Размер отверстия ± 0,08 -0,00 . 344 " . 413 " . 500 " Минимальное расстояние до края листа ,34 дюйма ,38 " ,44 дюйма Инструмент - стандартный
Инструмент - твердая нержавеющая сталь
Размеры пуансона 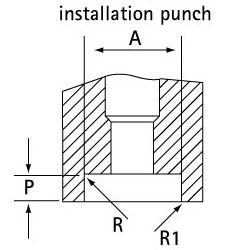
Размер резьбы A мм +/- 0.05 P мм +/- 0,03 R мм Макс. R1 мм + 0,13 М3 6,48 1,42 0,25 0,13 М4 8,05 1,93 0,25 0,13 M5 8,84 1,93 0,25 0,13 Размеры пятки 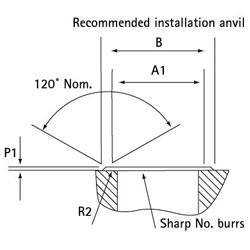
Размер резьбы A1 мм +/- 0.05 B мм Номинал P1 мм + 0,03 R2 мм Макс. М3 5,05 6,63 0,23 0,08 М4 6,17 7,75 0,23 0,08 M5 7,34 8,89 0,23 0,08 Примечание. В связи с тем, что приложения для крепления сильно различаются, приведенная выше информация носит ознакомительный характер и является правильной, насколько нам известно.Заказчик должен убедиться в эффективности крепежа и достоверности данных. TR Fastenings не несет ответственности за любые неисправности, которые могут произойти в результате использования этой информации.
.Смотрите также